Semplicemente Ricarica – Parte Quarta
Articolo tratto dalla rubrica Semplicemente Ricarica, pubblicato nel novembre 2010 sulla rivista Action Arms del Grande Paolo Tagini.
N.B. Nell’articolo sono presenti alcuni prezzi al pubblico e riferimenti normativi che, ovviamente, si riferiscono al periodo di pubblicazione.

Un po’ di storia
Nello scorso appuntamento abbiamo visto come Georg Luger rivoluzionò l’utilizzo delle armi corte nei teatri operativi dell’epoca, rivalutandone l’importanza grazie alla realizzazione delle pistole semiautomatiche.Tali armi risultavano però problematiche a causa del complesso ciclo di sparo; si pensi ad esempio al funzionamento della Mauser C96: gli organi in movimento, e le variabili presenti in queste tipologie di armi, davano luogo a numerosi inconvenienti, difficilmente risolvibili durante l’impiego.
Nel 1899, appena un anno dopo l’invenzione del .30 Luger, John Moses Browning depositò uno dei suoi tanti brevetti (ben 128!), che sicuramente contribuì all’ascesa del grande armaiolo statunitense: il calibro 7,65 Browning…
Già, perché John Browning non era belga, come lascerebbero erroneamente intendere i suoi primi brevetti, bensì cittadino americano di Ogden nello Utah, dove nel 1852 iniziò la sua attività di armaiolo.
La sua collaborazione continuata con diverse case produttrici – come FN, Winchester, Colt, Remington e Savage – generò non pochi problemi nella giusta collocazione geografica dei singoli modelli d’arma e/o munizione.
 |
| Foto 1. La VZ 61 Skorpion è la pistola mitragliatrice (o forse è più esatto dire pistola automatica?) in 7,65 Browning più conosciuta al mondo. Quest’arma in Italia è tristemente nota per l’omicidio di Aldo Moro. |
La nostra cartuccia è quindi belga, in quanto la realizzazione fu commissionata dalla FN per la pistola mod. 1900 ed il brevetto venne acquistato in via definitiva nel ‘77 dalla stessa, ma il suo impiego più celebre veste “a stelle e strisce” grazie alla statunitense Colt, dato confermato anche dalla dicitura anglosassone .32 ACP (Automatic Colt Pistol).
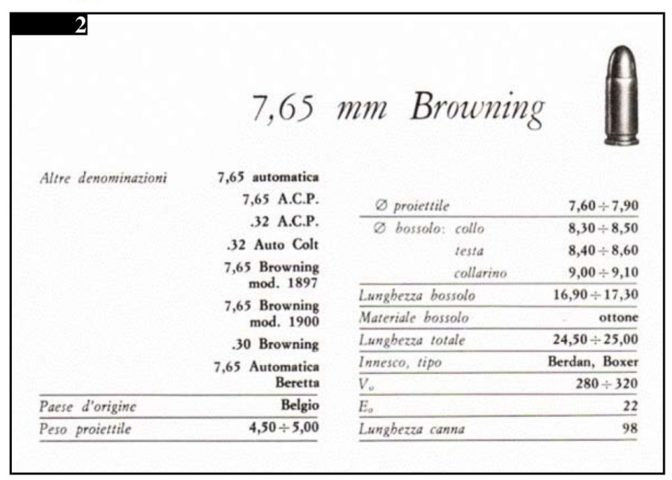 |
| Foto 2. La scheda tecnica della munizione presente su molti testi accademici; si può leggere distintamente che il paese d’origine di questa cartuccia è il Belgio. |
 |
| Foto 3. La belga FN (Fabrique Nationale de Herstal) mod. 1900 fu la prima arma camerata in 7,65 Browning. |
Browning comprese fino in fondo quali problematiche affrontare: occorreva un movimento più fluido e diretto, riducendo gli organi in movimento e le pressioni da impiegare.
Al proiettile già utilizzato da Luger affiancò dei bossoli dalle pareti dritte, di lunghezza pari a poco più del doppio rispetto al diametro della palla…
Conseguentemente, bossoli piccoli richiedevano un minor quantitativo di polvere, con una minore propagazione di pressione, quindi occorreva una minor resistenza per garantire la chiusura dell’otturatore all’atto dello sparo: ecco il sistema blow-back (contrasto di massa).
In questo modo la canna, integrata saldamente al fusto, rimane ferma lasciando come unica parte in movimento il carrello, per la prima volta sfruttato come corpo unico, contrastato da un’adeguata molla per riportare l’arma in chiusura.
La semplicità strutturale del 7,65 Browning, seppur con un basso potere d’arresto, permise in breve tempo il suo impiego anche su armi a cadenza automatica.
 |
| Foto 4. La collaborazione di John Browning con molte case produttrici di armi è alla base degli innumerevoli errori di attribuzione; è il caso della mitragliatrice aerea britannica da .303, l’errore “storiografico” più comune in quanto, anche se denominata spesso “Colt-Browning,” venne prodotta su licenza della FN e non della Colt, proprio da un progetto di Browning. |
Per il momento non ci soffermeremo sulle opere di Browning perché, nei prossimi appuntamenti, avremo modo di valutare più nel dettaglio alcune sue gloriose progettazioni, come l’intramontabile Colt 1911; per completezza, in ambito puramente “balistico” (nel pieno significato del termine), gli si deve attribuire indiscutibilmente anche la creazione del calibro 6,35 Browning (.25 ACP), 9 mm Browning Long, .380 ACP (9 corto), .45 ACP e .50 BMG.
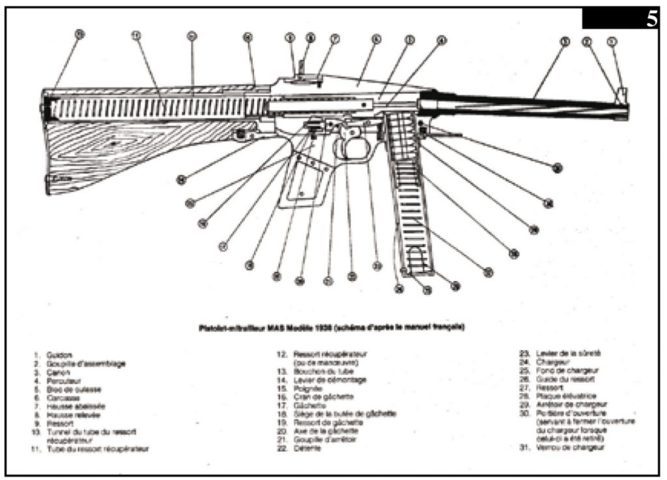 |
| Foto 5. Schema del mitra MAS 1938 calibro 7,65 Browning; a detta del partigiano Walter Audisio, questa fu l’arma con la quale venne giustiziato Benito Mussolini. |
Sul territorio italiano la munizione calibro 7,65 Browning ha rappresentato per anni il calibro più diffuso in ambito civile e, nonostante le controverse normative sviluppatesi nel tempo, non è mai rimasto vittima delle strane “censure” legislative.
 |
| Foto 6. La Colt mod. 1903 Pocket rappresentò la consacrazione di Browning e del suo nuovo calibro, il 32 ACP (Automatic Colt Pistol), nel mercato americano. |
 |
| Foto 7. Una delle più celebri applicazioni della tecnologia introdotta da Browning è rappresentata dalla Walther PP/PPK. La chiusura dell’otturatore è garantita dal semplice contrasto di massa generato dalla combinazione del carrello e della molla antagonista. |
La ricarica
Le operazioni di ricarica di questa munizione, data anche la possibilità di applicare il roll crimp sul proiettile (crimpaggio ottenuto mediante la ripiegatura delle pareti della bocca del bossolo) di norma presente su munizionamento per revolver, sono indubbiamente semplici.È doveroso specificare che il funzionamento della pressa utilizzata oggi serba non pochi inconvenienti; pertanto, anche se ne spiegheremo il funzionamento completo, per il confezionamento ottimale utilizzeremo bossoli già rettificati e innescati.
Le cento cartucce realizzate con la nostra LEE Pro 1000 hanno una lunghezza totale di 24,5 mm e utilizzano:
- bossoli cal. 7,65 Browning innescati;
- palle Round Nose FMJ 73 grani IGF Munition;
- polvere Vihtavuori N340.
 |
| N.B. Prezzi riferiti al mese di novembre 2010 |
 |
| Foto 8. La Lee Pro 1000 così come si presenta all’utente appena fuori confezione. Da sinistra, abbiamo il set erogatore bossoli, il kit dosapolvere, il dies set ed il corpo macchina. |
 |
| Foto 9. La pressa correttamente installata (imbuto bossoli non incluso nella confezione / opzionale). |
Dati tecnici
La munizione viene ricaricata solitamente con una lunghezza nominale (O.A.L.) compresa tra i 23,2 ed i 24,6 millimetri; la velocità impressa al proiettile, ottenuta in base a peso, disegno e caratteristiche strutturali, oscilla tra i 230 e i 345 m/sec (metri al secondo), con un’energia cinetica correlata compresa tra i 13 ed i 24 kgm (kilogrammetri).Il basso potere d’arresto indica come caricamenti esasperati possano essere del tutto sconsigliati; anche l’impiego di palle THV su armi a contrasto di massa (ad esempio Walther PP), nel ciclo di sparo genererebbe più anomalie che benefici.
Il bossolo di tipo semirimmed fa headspace sul bordo del collarino (o spazio di testa, che è la distanza compresa tra la faccia dell’otturatore e la parte del bossolo destinata a trattenere la munizione all’atto dello sparo); monta inneschi Small Pistol e mostra un diametro alla bocca di 8,52 mm, conun’altezza complessiva di 21,59 mm e un diametro massimo, al fondello, di 9,10 mm.
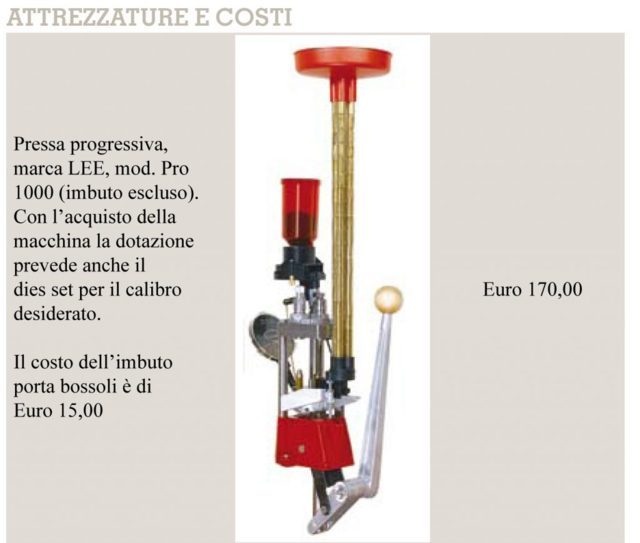
Lee Pro 1000… “Progressiva” ma non troppo
Sin dal nostro primo appuntamento, nella stesura di questa rubrica, abbiamo cercato di seguire un iter logico, partendo da attrezzature di semplice reperibilità ed utilizzo.È sempre in onore ad un pensiero coerente che il testimone di questo appuntamento dovrebbe essere ceduto a una pressa, sì multi stazione, ma dal funzionamento singolo, come ad esempio la LEE Turret.
La macchina che andremo ad analizzare, per un’indiscutibile collocazione d’impiego, sarà invece la progressiva Lee Pro 1000; nella tabella che segue ne esaminiamo in breve i pro e i contro.
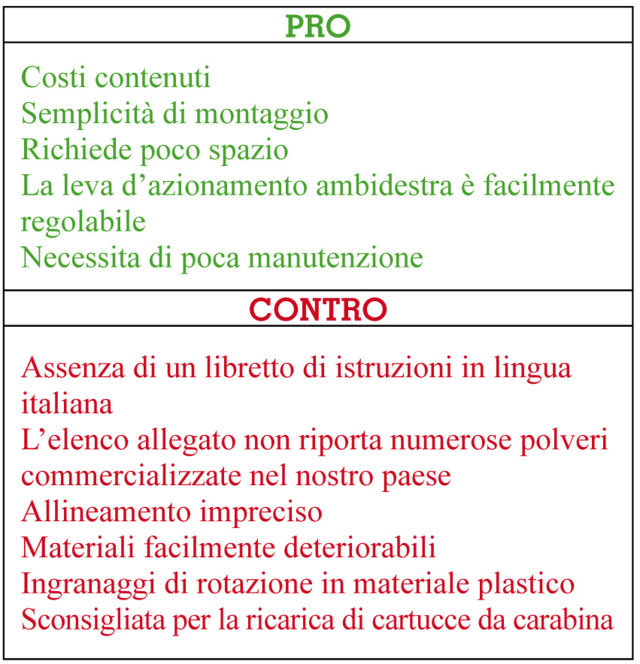
Come sempre più spesso capita, nell’acquisto di macchinari ed utensili, la prima “sorpresa” che si pone di fronte all’utente alle prese con il primo montaggio è l’assenza di un libretto di istruzioni che comprenda la lingua italiana.
Con l’aiuto delle immagini (in bianco e nero) l’impresa non è poi così ardua, anche se la situazione si complica nel momento in cui ci si trova a voler effettuare una conversione di calibro.
Uscita dalla sua confezione originale, la pressa si presenta smontata nelle sue parti essenziali:
- corpo;
- leva;
- dosatore d’inneschi;
- kit dosa-polvere.
Come di consueto, il corpo va imperniato a un solido piano di lavoro, forato in corrispondenza del centro della macchina in modo da far precipitare per gravità gli inneschi spenti, espulsi dalla prima stazione.
È anche necessario porre, sul lato sinistro della macchina, una vaschetta per la raccolta delle munizioni confezionate, che cadranno dallo scivolo del carrier subito dopo la lavorazione della terza stazione, così com’è consigliabile tenere sempre sul lato sinistro i proiettili da inserire manualmente nei bossoli svasati.
La leva d’azionamento ambidestra ed il corrispettivo alloggio sulla macchina presenta due circonferenze dentate, che ne favoriscono una rapida regolazione in base alle molteplici esigenze dell’utente.
Anche il dosatore d’inneschi ha un funzionamento del tutto analogo a quelli già analizzati finora.
La “new entry” presente sulla Pro 1000 è il dosatore di polvere volumetrico, composto da un cilindro in materiale plastico, un set di dischi forati ed una base per il fissaggio, il tutto azionato da una catenella ancorata al carrier.Ad ogni foro presente sul disco corrisponde una differente quantità volumetrica di polvere; il movimento orizzontale del disco rispetto al cilindro/contenitore permette il riempimento di polvere (per l’appunto volumetrico) ed il conseguente rilascio della stessa all’interno del bossolo sottostante, quando die svasatore e foro del disco si trovano in asse.
Purtroppo la tabella in dotazione non annovera numerose polveri commercializzate in Italia quindi, nel caso in cui la polvere utilizzata non sia presente in elenco, dovremmo procedere per tentativi, pesando la quantità erogata da ogni foro, sino a trovare quello a noi confacente.
Per una ricarica compiuta in piena sicurezza è consigliabile porre un’adeguata fonte d’illuminazione sul lato sinistro della macchina, in modo da verificare la presenza della polvere prima di eseguire il confezionamento finale di ogni singola munizione.
L’imbuto per i bossoli è un optional, anche se “quasi” indispensabile per un ciclo fluido di ricarica; è composto da un imbuto, 4 tubi in plastica e un tamburo erogatore.
Basta versare dei bossoli all’interno dell’imbuto e, dato che il fondello è la parte più pesante, per gravità andranno a cadere (quasi tutti) nel verso giusto, andando a riempire i tubi.
Solamente un tubo è in asse con la slitta; quando i bossoli contenuti in esso saranno terminati, sarà sufficiente ruotare il tamburo per passare a quello successivo.
Il suo montaggio sulla pressa è semplicissimo: prendendo sulla pressa, con la slitta montata, il riferimento dell’altezza del bossolo da ricaricare (ovviamente un 7,65 Browning è differente rispetto a un 38 Special), bisogna regolare l’alzo del perno del tamburo mediante il primo bullone (sopra) e fissare il secondo bullone (sotto).
 |
| Foto 10. L’altezza del tamburo va regolata in base alla slitta ed al tipo di bossoli da impiegare. |
In commercio esiste anche un dispositivo per il rilascio automatico delle palle, ma la sua aggiunta complicherebbe ulteriormente il funzionamento già “particolare” della pressa… È consigliato ai ricaricatori più esperti anche se personalmente lo sconsiglio.
Il carrier, questo sconosciuto
Il carrier (base dove alloggia lo shell plate) è sicuramente la parte più importante e delicata della Pro 1000; racchiude sostanzialmente pochi ma indispensabili elementi:
- disimpegno dell’ultimo bossolo/munizione, fissato da una vite;
- shell plate;
- perno coassiale di fissaggio;
- slitta dell’innescatore, piolo innestatore e molla antagonista;
- sfera d’acciaio con molla per garantire lo “scatto” con lo shell plate in asse;
- ruota dentata (in materiale plastico);
- controperno dentato (in materiale plastico, funge da frizione per il movimento del piatto);
- vite senza fine (zero index) per la regolazione dell’assialità dello shell plate;
- piastra di contenimento fissata nella parte inferiore da due viti.
Inoltre, in corrispondenza del secondo e del terzo foro sono presenti due piccole anime metalliche, aventi il compito di trattenere i bossoli durante la lavorazione.Un “neo” tipico da libretto di istruzioni è l’assenza di una qualsivoglia spiegazione per lo smontaggio del carrier dalla pressa e la sua conseguente scomposizione.
Per questa operazione è necessario smontare dalla macchina il set dosa-polvere, l’innescatore, la slitta e l’imbuto per i bossoli, procedendo come segue:
- allentare il perno di fissaggio posto alla base del carrier;
- abbassare la leva della pressa in modo da far sollevare di qualche centimetro il carrier;
- interporre uno spessore (preferibilmente di legno);
- alzare la leva della macchina sino al visibile disimpegno dello stesso.
Una volta estratto dalla pressa sarà sufficiente rimuovere l’asse esagonale di rotazione (dal basso verso l’alto), il disimpegno dell’ultimo bossolo, bloccare lo shell plate con un giravite in corrispondenza del primo foro (uscita inneschi spenti) e, con una chiave esagonale, svitare il perno coassiale di fissaggio… attenzione alle due molle!
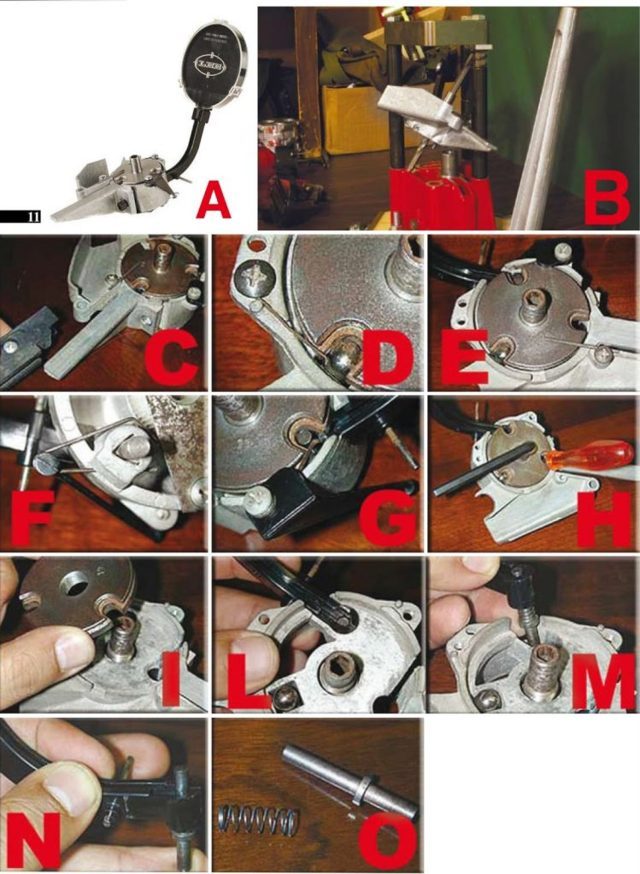 |
| Foto 11/A. Il carrier ospita al proprio interno lo shell platea tre fori per il funzionamento progressivo e l’innescatore, mentre la vite per lo smontaggio dall’asse centrale è posta in basso a destra. Foto 11/B. Per procedere con lo smontaggio occorrerà rimuovere l’asta esagonale centrale che genera la rotazione dello shell plate. SMONTAGGIO Foto 11/C. Rimuovere la slitta. Foto 11/D. Rimuovere il fermo sinistro svitando la vite di contenimento. Foto 11/E. Rimuovere il disimpegno ultimo bossolo tramite la vite. Foto 11/F. Rimuovere la forcina posta sotto l’innescatore. Foto 11/G. Rimuovere il fermo destro e il supporto della forcina. Foto 11/H. In corrispondenza del primo foro, introdurre un giravite e svitare con una chiave esagonale il perno coassiale di fissaggio. Foto 11/I. Sollevare lo shell plate prestando attenzione all’eventuale “partenza” delle due molle. Foto 11/L. – 11/M. – 11/N. – 11/O. Sfilare la slitta, il piolo e la molla dell’innescatore. |
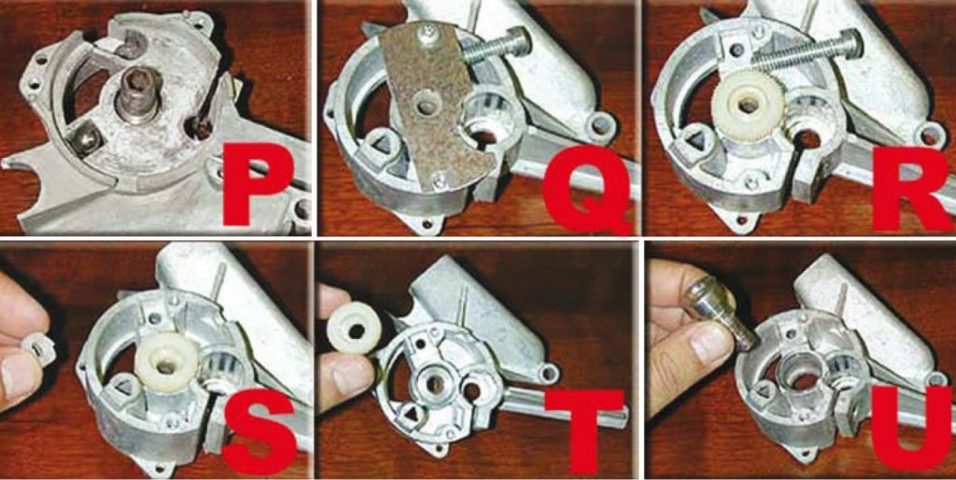 |
| Foto 11/P. Rimuovere la sfera di scatto e la molla sottostante. Foto 11/Q. Rimuovere la piastra inferiore tramite le due viti. Foto 11/U. A questo punto, è possibile rimuovere anche il perno coassiale di fissaggio. Per riassemblare il carriersarà sufficiente seguire il procedimento in senso inverso. |
Da non trascurare il “fattore manutenzione”: su internet si trovano numerosi “manuali”, più o meno validi, nei quali è facile trovare la dicitura «Evitare l’impiego di oli troppo densi e/o in quantità eccessiva».
Lo scrivente ha avuto modo di testare la Pro 1000 in ogni sua possibile configurazione, confezionando circa un milione di cartucce ed affrontando le innumerevoli problematiche cui è possibile incorrere durante il normale ciclo operativo di questa macchina…
Il lubrificante, qualunque esso sia, va applicato solamente all’asse centrale e, in piccolissime quantità, anche all’asse esagonale di rotazione.
Attenzione, non oliare in alcun caso il carriere/o le sue parti interne.
Come detto prima, gli ingranaggi sono realizzati in materiale plastico e la presenza di lubrificanti comprometterebbe il corretto funzionamento; per la pulizia di queste parti utilizzare semplicemente un pennello.
Funzionamenti e malfunzionamenti
- Prima stazione: nel regolare ciclo funzionale della macchina, viene abbinato al die ricalibratore/incapsulatore.
Il bossolo viene spinto per mezzo della slitta nel primo dei tre fori dello shell plate.
Salendo verso il die avvengono la ricalibratura e il consueto decapsulamento.
L’innesco spento viene espulso dal foro che attraversa lo shell plate, il carriere la base della pressa.
In questa fase bisogna prestare molta attenzione alla presenza di corpi estranei all’interno del bossolo: in una pressa progressiva è molto facile rompere lo spillo decapsulatore. - Seconda stazione:inserimento del nuovo innesco, contemporaneo alla svasatura, e della polvere.
La rotazione dello shell plateporta il bossolo ricalibrato e disinnescato al di sotto del die svasatore.
Nell’ascesa del carrieril piolo dell’innescatore inserisce una nuova capsula nel fondello, mentre il die svasa la bocca del bossolo per la successiva fase di ricarica e l’erogatore di polvere versa la dose presente nel disco volumetrico.
Nella discesa la catenella del dosa-polvere, trovandosi impegnata al carrier, fa arretrare il disco volumetrico riempendone nuovamente la cavità. - Terza stazione:inserimento (manuale) del proiettile e crimpaggio.
A questo punto sarà sufficiente adagiare una palla all’interno del bossolo già svasato sino al solco; azionando la leva della macchina la cartuccia verrà completata dal crimpaggio che, come abbiamo già detto, nel caso specifico del 7,65 Browning sarà un roll crimp.
Nel movimento discendente del carrier, il disimpegno dell’ultimo bossolo farà cadere la cartuccia, ormai confezionata, sullo scivolo posto a sinistra.

 |
| Foto 12. Il dosa-polvere va installato in seconda stazione, sopra la matrice che ha il compito di svasare il bossolo. Foto 13. I dischi volumetrici in dotazione con il dosa-polvere. A ogni foro corrisponde un quantitativo volumetrico differente. Foto 14. Il disco va installato sul supporto del dosa-polvere in modo che il foro da impiegare sia in linea con quello d’erogazione del supporto stesso. Foto 15. Quando nel ciclo funzionale della macchina i due fori si troveranno in asse, la polvere verrà rilasciata all’interno del bossolo, per gravità. Foto 16. L’immagine mostra come fissare la catenella del dosa polvere al carrier. Foto 17. Per un corretto funzionamento, la catenella dovrà trovarsi sempre in lieve tensione. |
 |
| Foto 18. Il dosa-polvere assemblato in tutte le sue parti. |
Un ultimo fattore da non tralasciare è costituito dai “mezzi movimenti”: la Pro 1000, a differenza di altre macchine, non ha alcun congegno per evitare l’arretramento quando la corsa del carrier è iniziata.
- decapsulatore universale in prima stazione;
- die ricalibratore, sprovvisto di spillo decapsulatore, regolato a 2/3 rispetto all’altezza del bossolo, in seconda stazione;
- factory crimp a piena altezza del bossolo nell’ultima.
Questo processo di lavorazione viene definito ricalibratura graduale e garantisce risultati nettamente superiori nelle successive fasi di ricarica, così come nel conseguente inserimento in camera di cartuccia.
| Foto 19. L’astina che trasmette il movimento tende spesso a “scappare” quando incontra resistenza; la sua sostituzione con un’altra, vincolata, sarebbe consigliabile al ricaricatore che abbia la necessità di fare un uso “intensivo” di questa macchina. Foto 20. Anche un sassolino può inficiare la fluidità del funzionamento; la scarsa tolleranza dello shell plateè un difetto facilmente sormontabile lucidando (limando) lievemente le parti interne. |
Conclusioni
 |
| Foto 21. Le cartucce realizzate oggi utilizzando la nostra Pro 100; con una buona conoscenza della macchina si può arrivare a produrre anche 400 munizioni l’ora. |
L’evoluzione storica e l’ampia diffusione ci porteranno nel prossimo appuntamento ad affrontare la ricarica del 380 Automatic Colt Pistol, il 9 corto.
Semplicemente Ricarica
- Parte I
- Parte II – calibro 9×21
- Parte III – calibro 7,65 Para
- Parte IV – calibro 7,65 Browning
- Parte V – calibro 9 Corto




